Too many sunglasses in one pile. The solution is a interlockable sunglasses stand for the hallway.
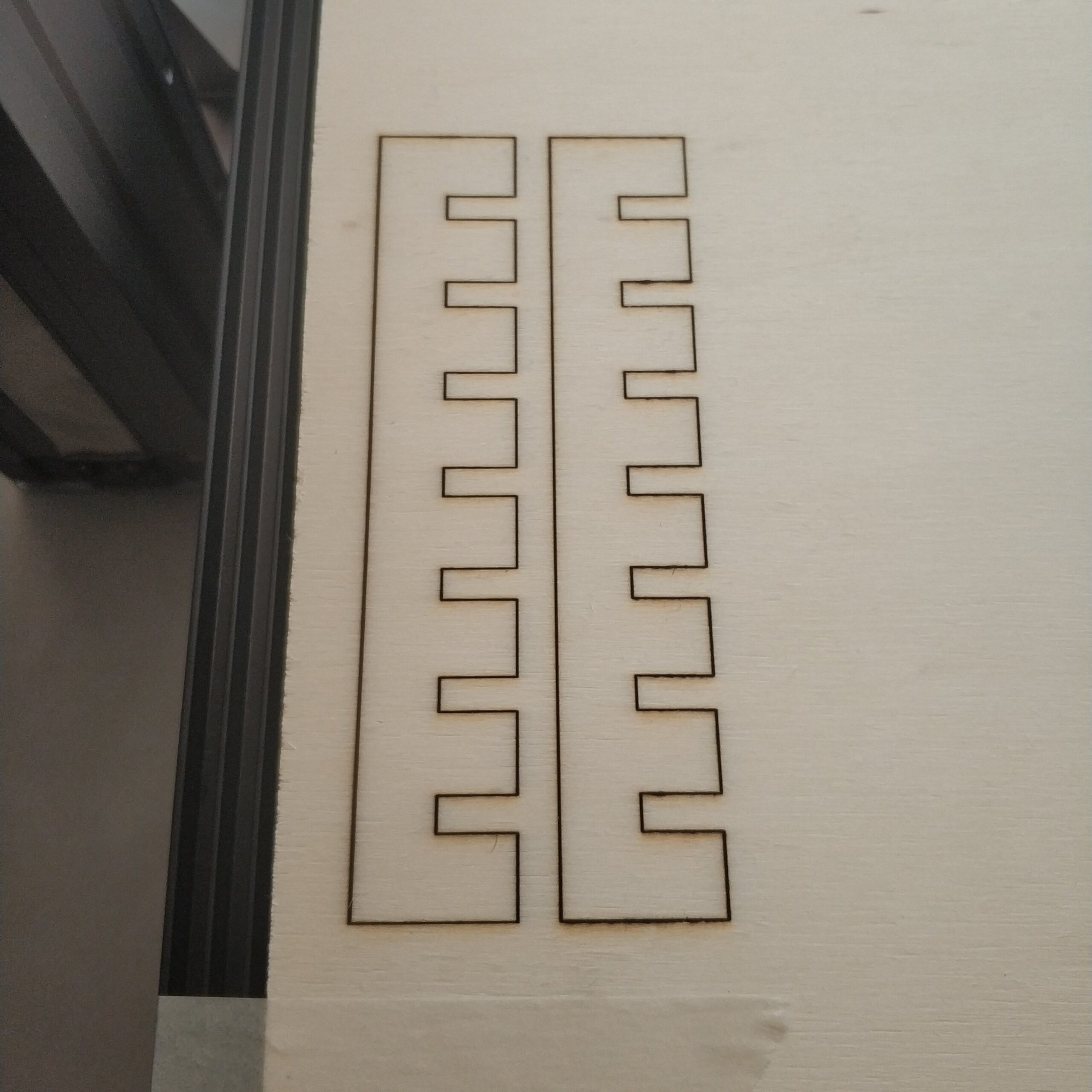
Before that I did a number of cutting and tolerance tests. Since the laser is quite weak, it is difficult to cut thick material. The stand was originally supposed to be lasered from 4mm beech plywood, but the material is comparatively hard. In my test, I could only cut the plywood with the following settings:
350mm/min, 3x 11x -0.35mm in Z
But that wasn’t quite enough either. In addition to the time required, which would have been a long time with so many runs, I also wanted to safely separate the material in order to have clean cuts and not have to rework. So I focused on the 4mm poplar plywood.
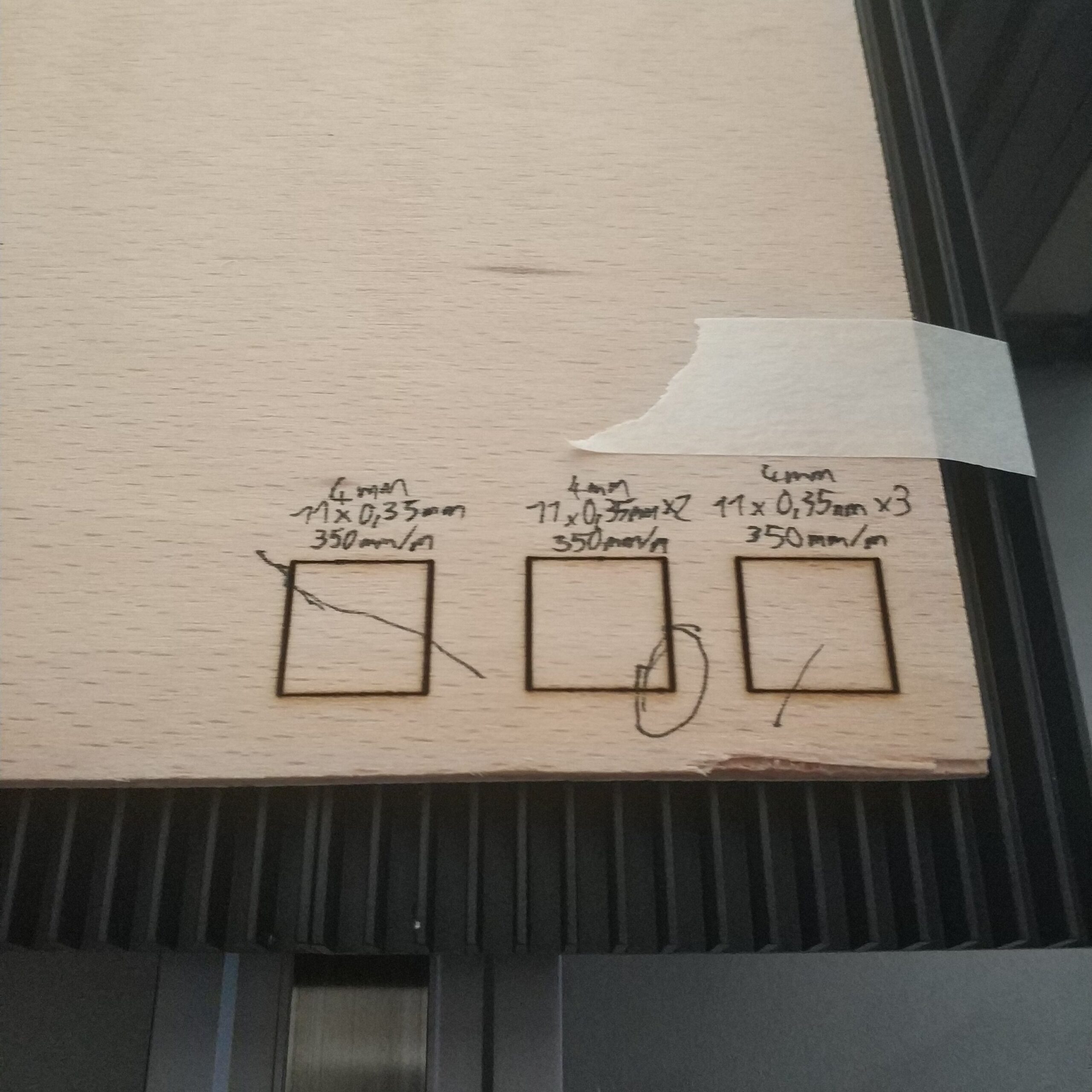
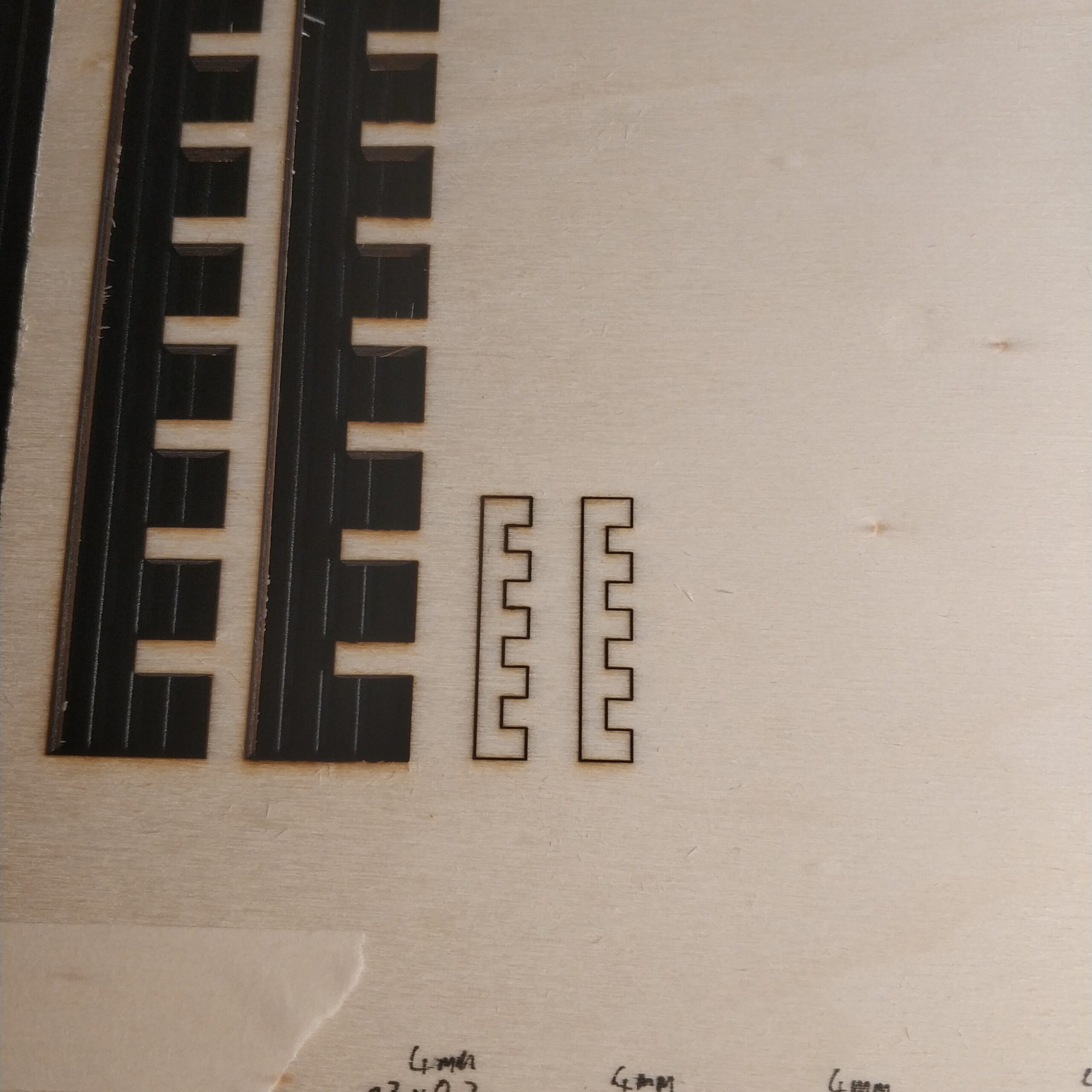
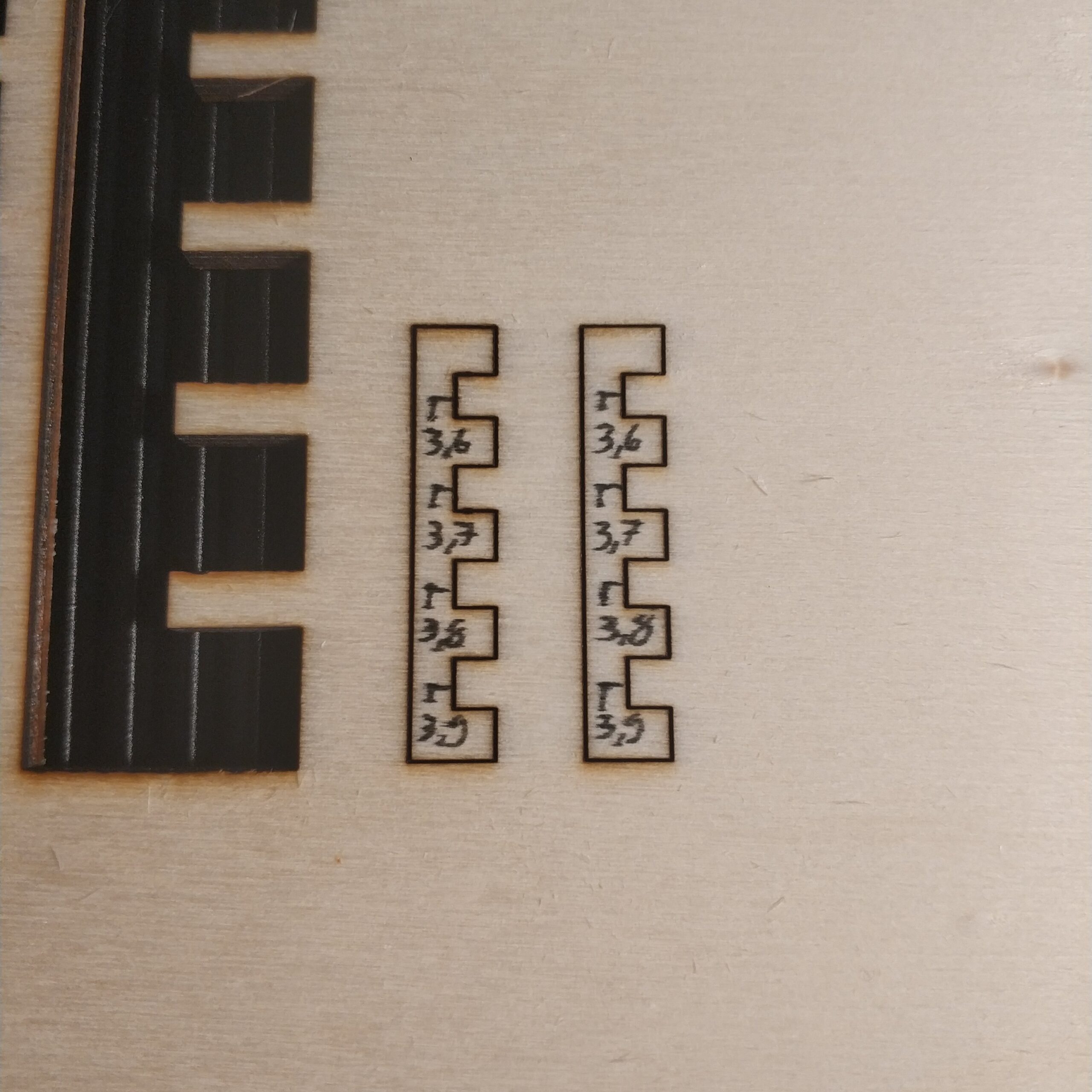
For the tolerance test I lasered out two rectangular parts with grooves of different widths. I could then put these together and see which one had the best fit. Strictly speaking, the material was only 3.8mm thick and that was exactly the groove width that fitted best. Especially for this purpose, I will design my own gauge in order to determine the correct groove widths for any plug-in constructions right after the determined cutting parameters. But this will be a later project.
When it comes to the groove tolerance, it should always be remembered that the laser beam has a conical shape, with the power being maximum at the tip. Nevertheless, the other areas of the laser beam also have the potential to vaporize material. Therefore, the lasered gap on the top is always wider than on the bottom. This can lead to problems, especially with thicker materials.
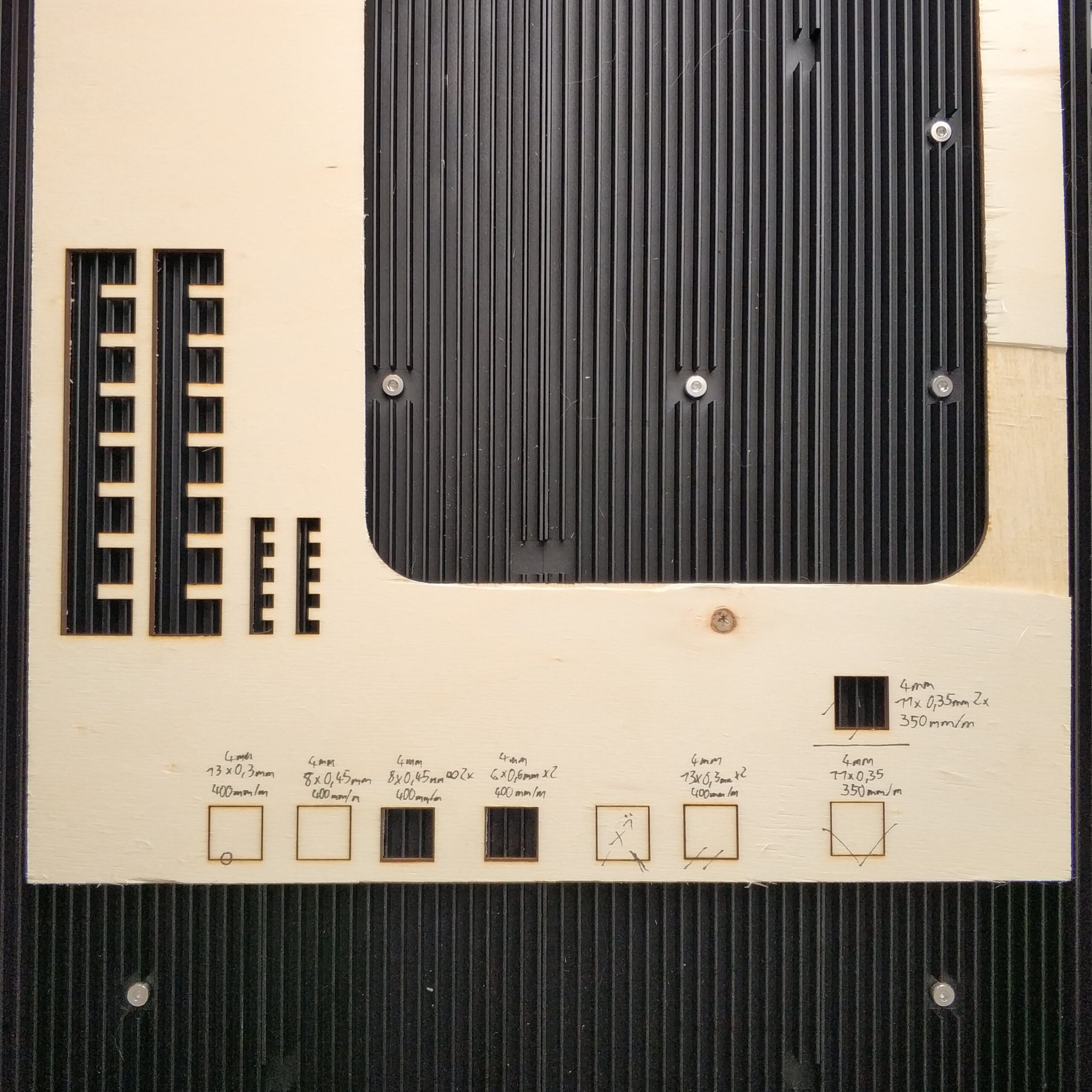
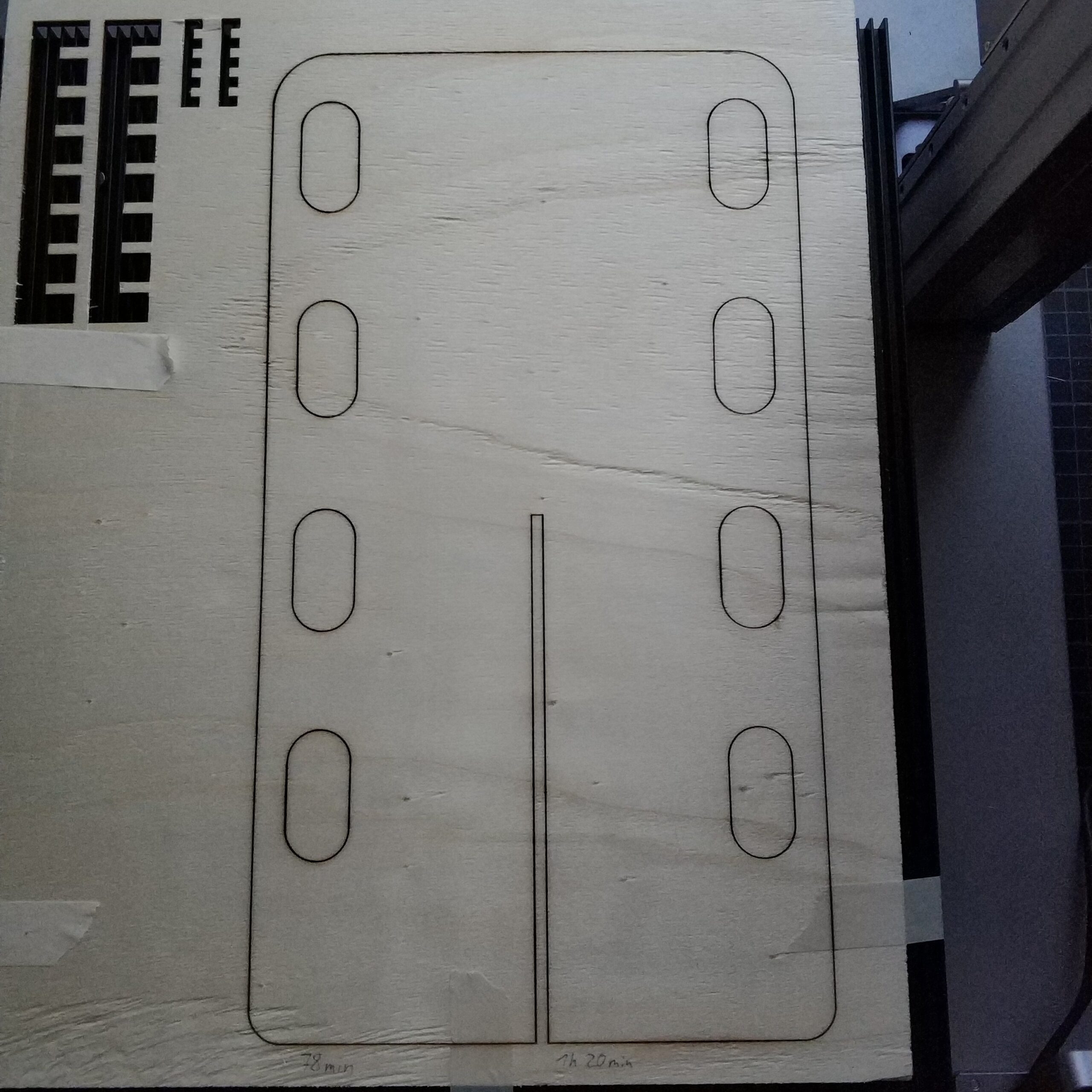
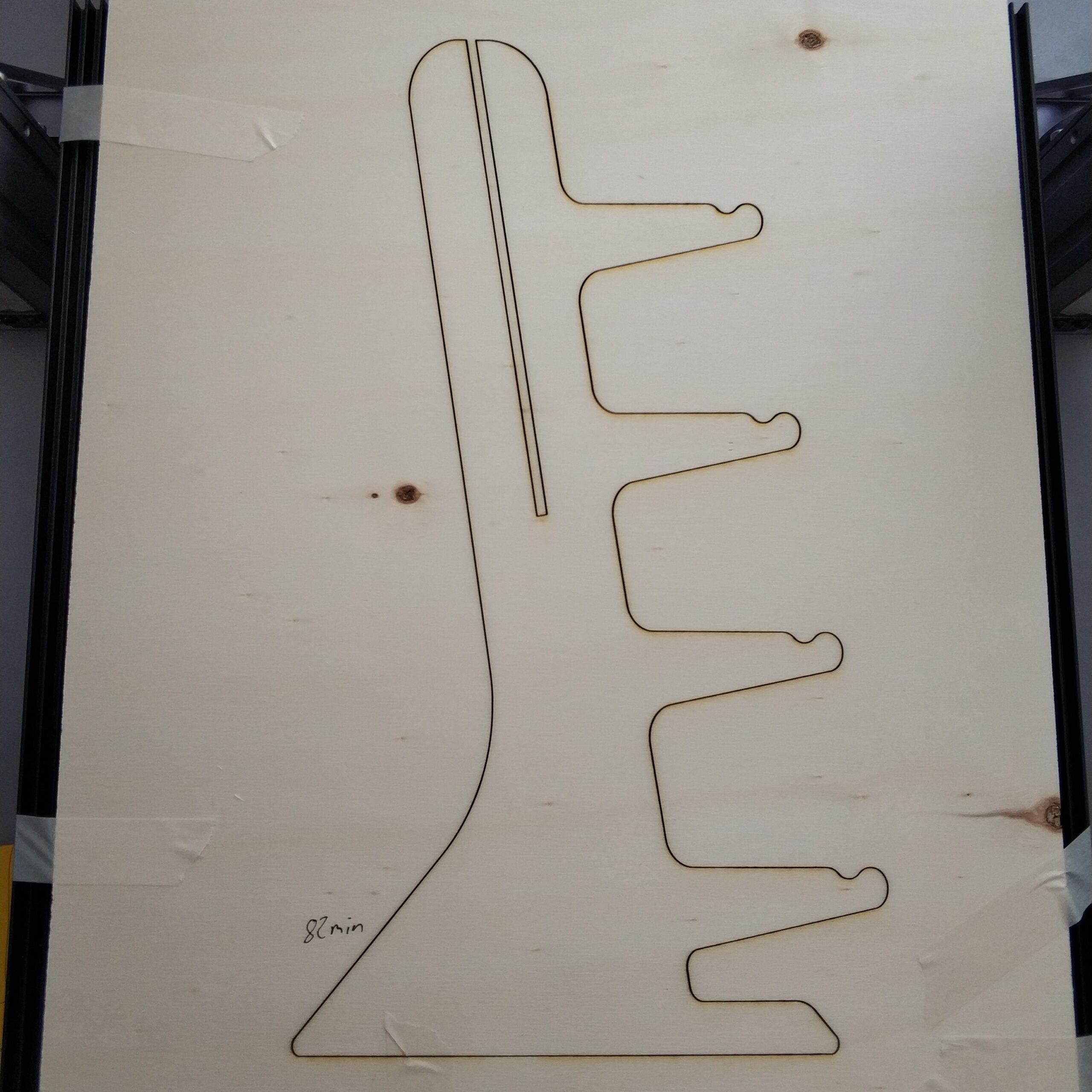
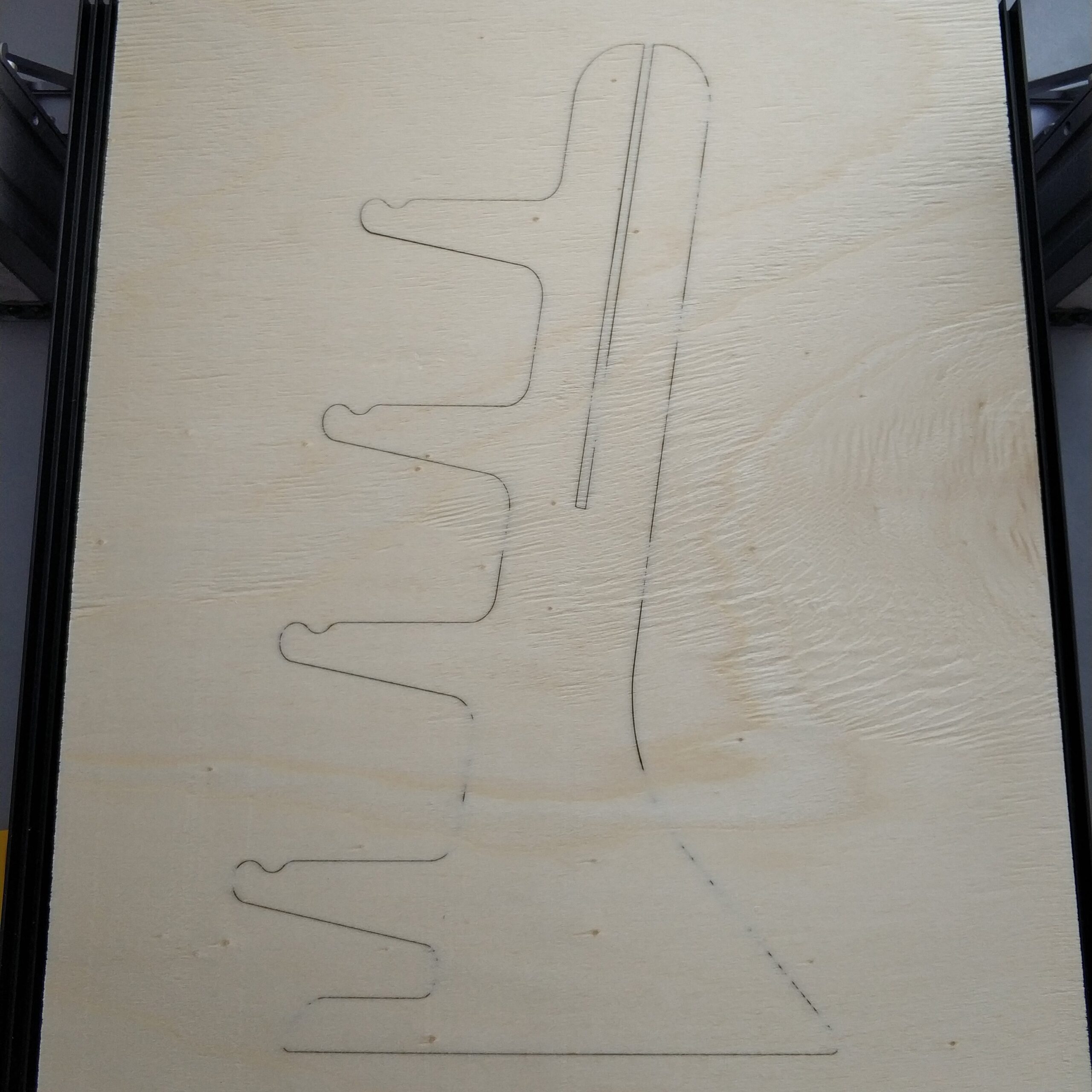
For the nosepiece I used the following cutting values:
350mm/min, 2x 11x -0.35mm in Z
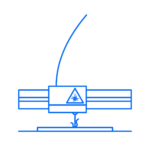
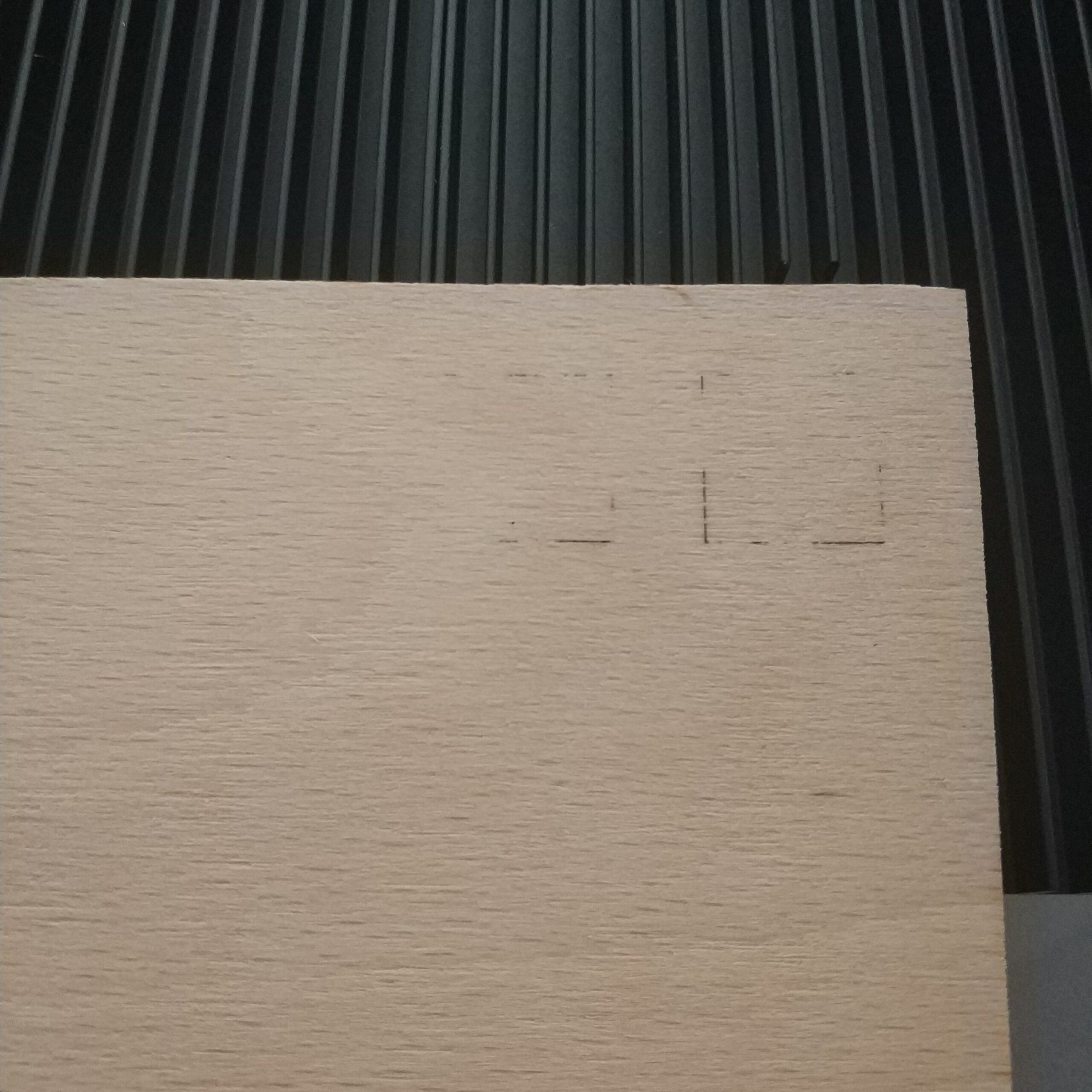
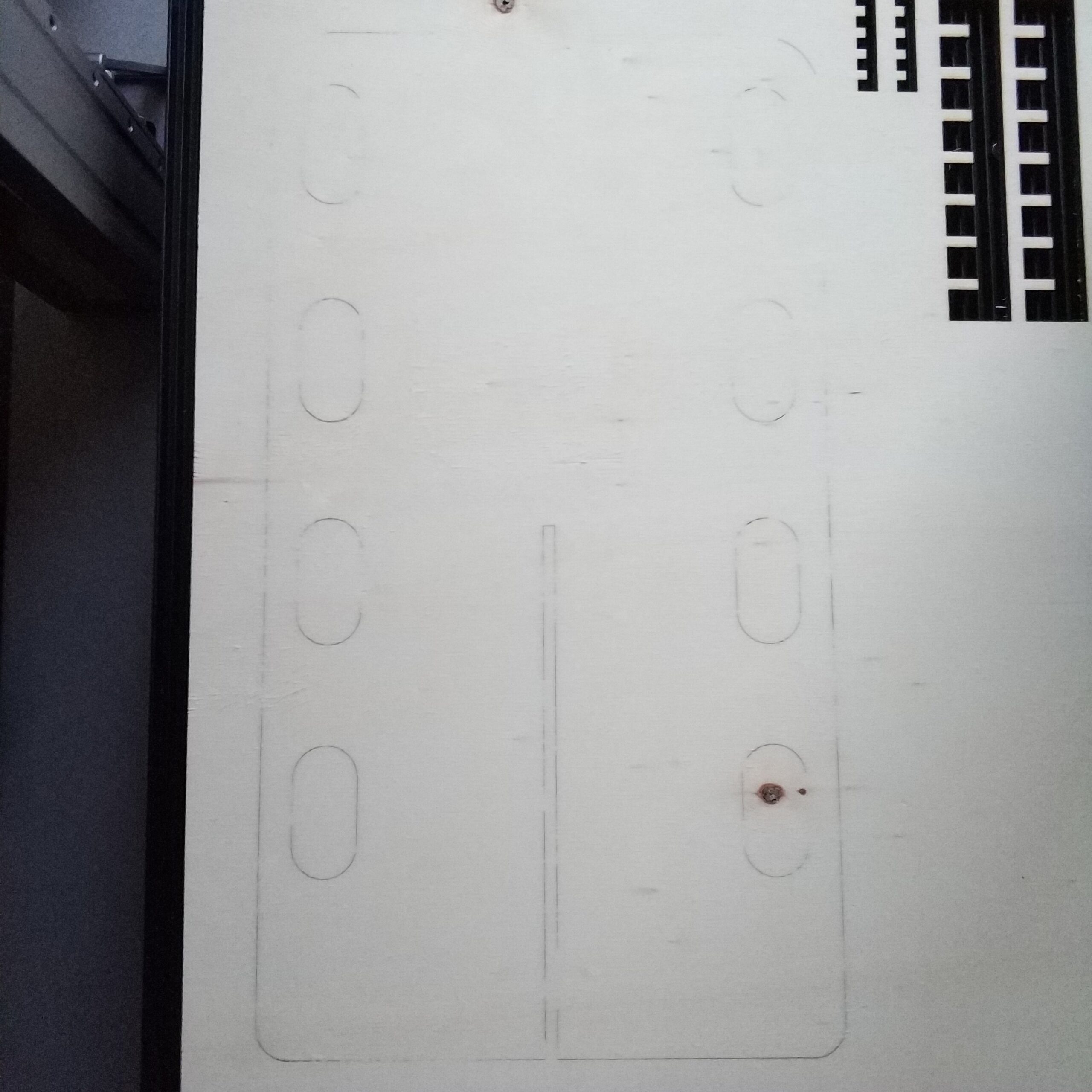
The lasering took 1h 18min for this. In the tests, I was able to cleanly cut out a square. However, this did not work with the nose clip part (see photos). Especially on the last 1/10 mm there were big problems with fibers lying across the wood. The nature of the material through the material also seems to have an influence on whether the laser can cut through the material completely. So I had to cut the contour from the back with a knife and partially break out the part. Since I wanted to avoid that in the next part, I did new tests again. I also wanted to try to save time, since 2 times 11 runs took a long time. This has led to the following cutting values:
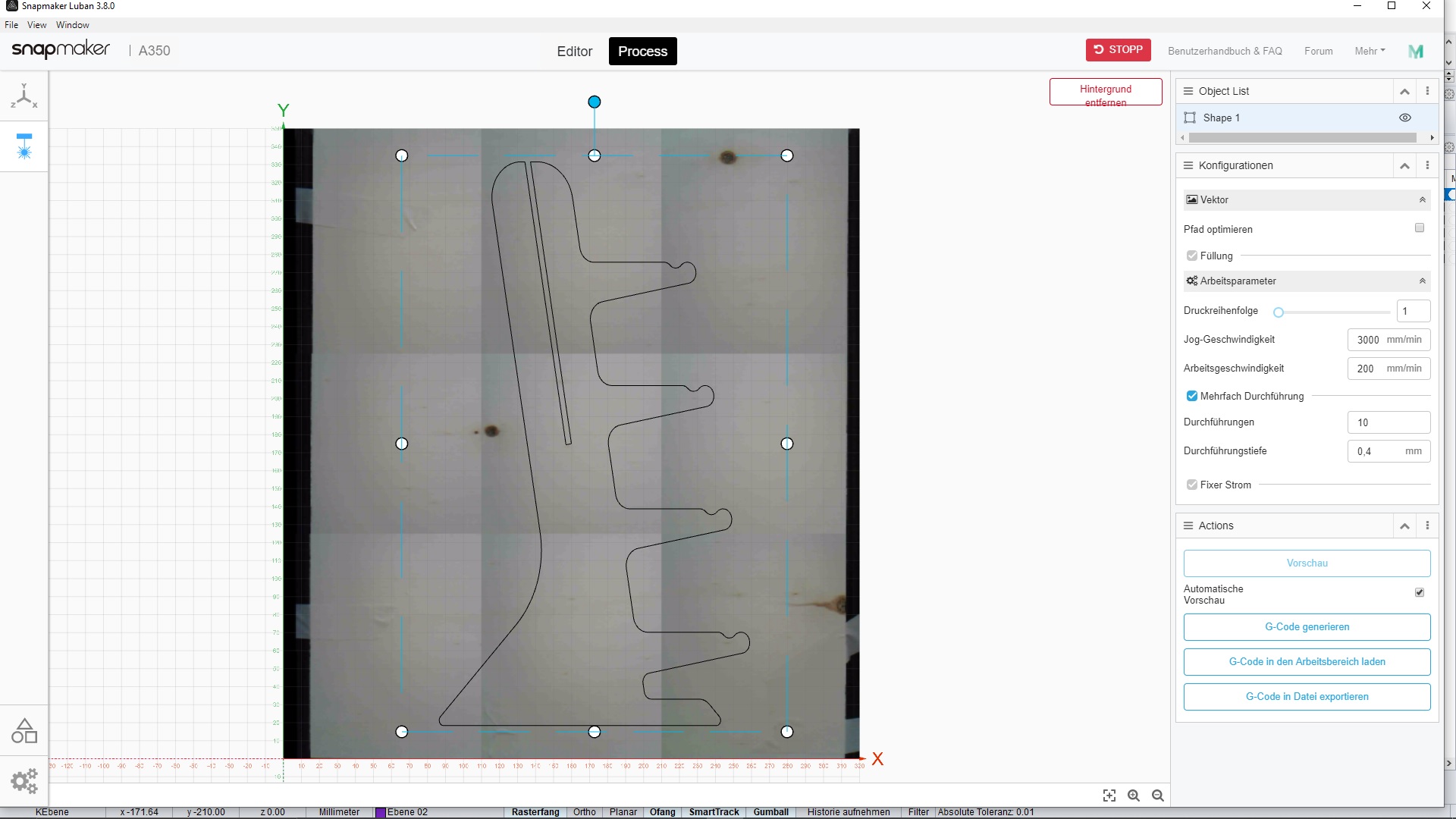
200mm/min, 10x -0.4mm in Z
What worked well in the test was again a failure in practice. Where the sum of the completely cut paths is a little more. Although the parts are only partially comparable, the time savings I hoped for were practically non-existent. This is probably due to the halved cutting speed. A 1600mW laser is just not a laser sword.
After putting them together, I was concerned that, on the one hand, the slots were not long enough and the top and bottom edge were not aligned with each other. The latter also regardless of the slot length. I then decided to have the top edge aligned and to align one part of the bottom by sawing off. A circular saw attachment for the multitool was very helpful for this.
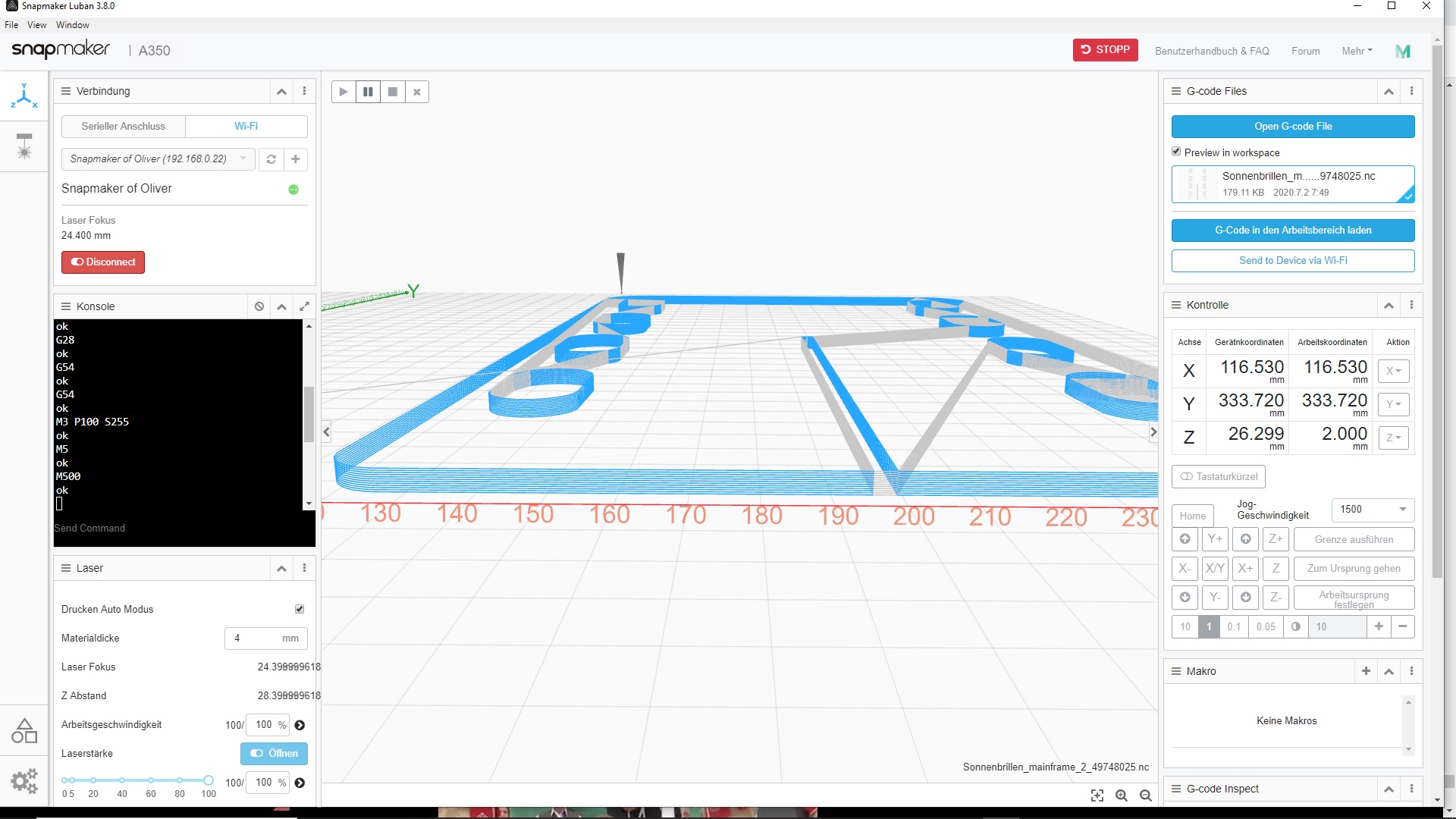
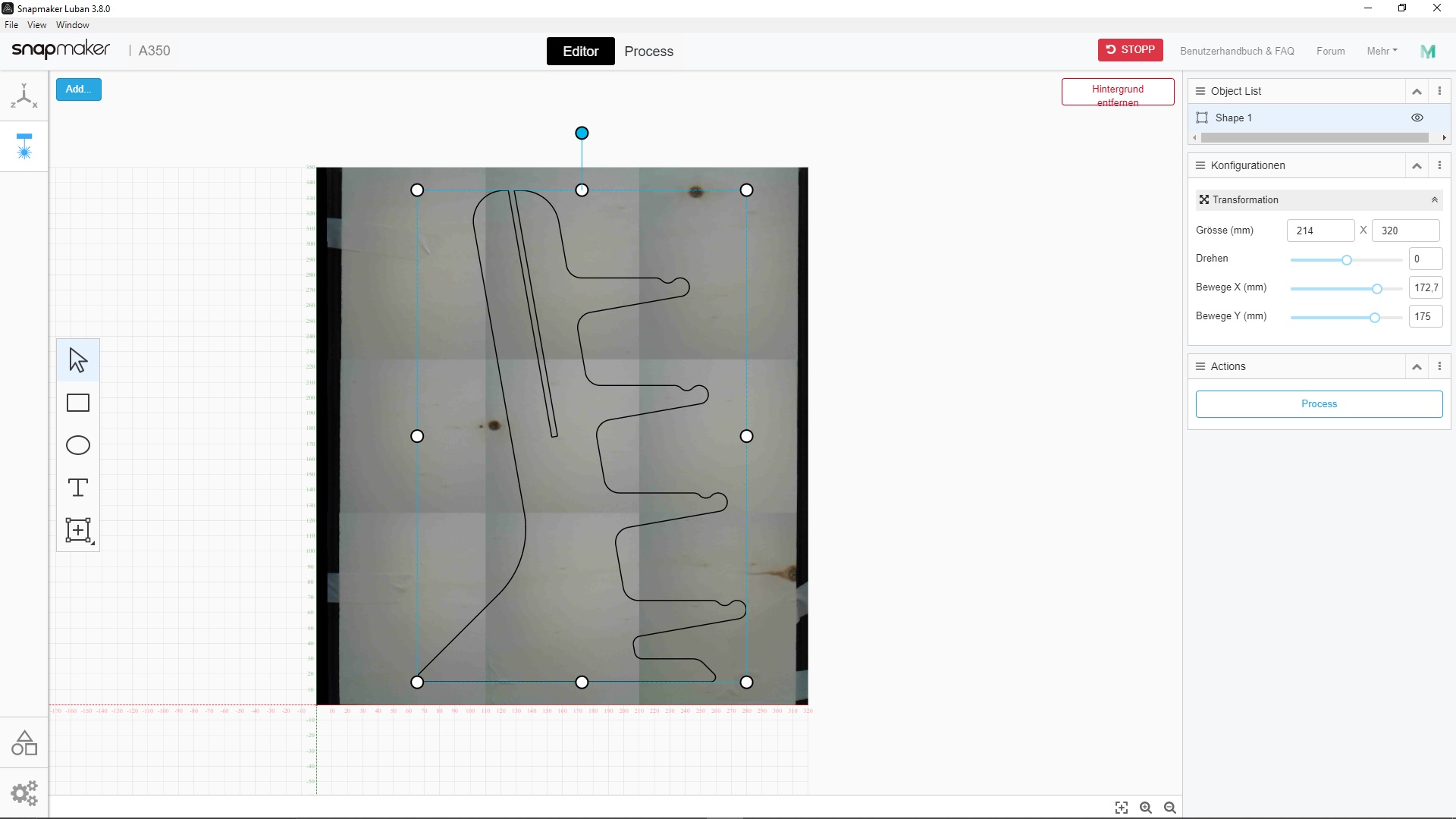
The DXF files in the download area have not yet been corrected. At this point I would like to investigate, as the final dimensions of the parts differ from those in CAD and the imported ones in Luban. The DXF files exported from Rhino are 1: 1 but when they are imported into Luban the size is also different. I then adjusted / balanced these to those in CAD using the editor in Luban. Despite the different end dimensions, this did not affect the gap width. The machine may have a minimal tolerance deviation, which is noticeable by adding up for large parts.