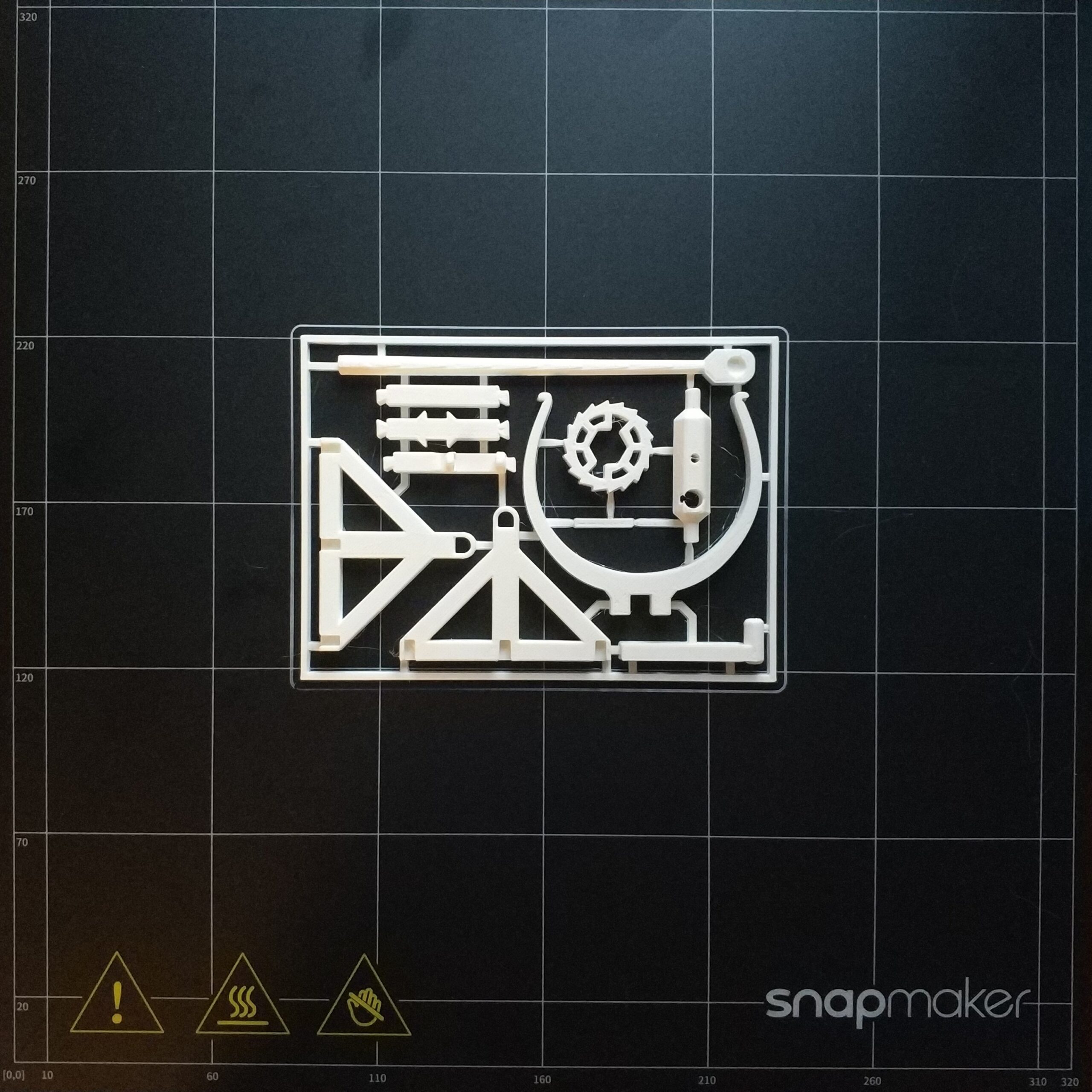
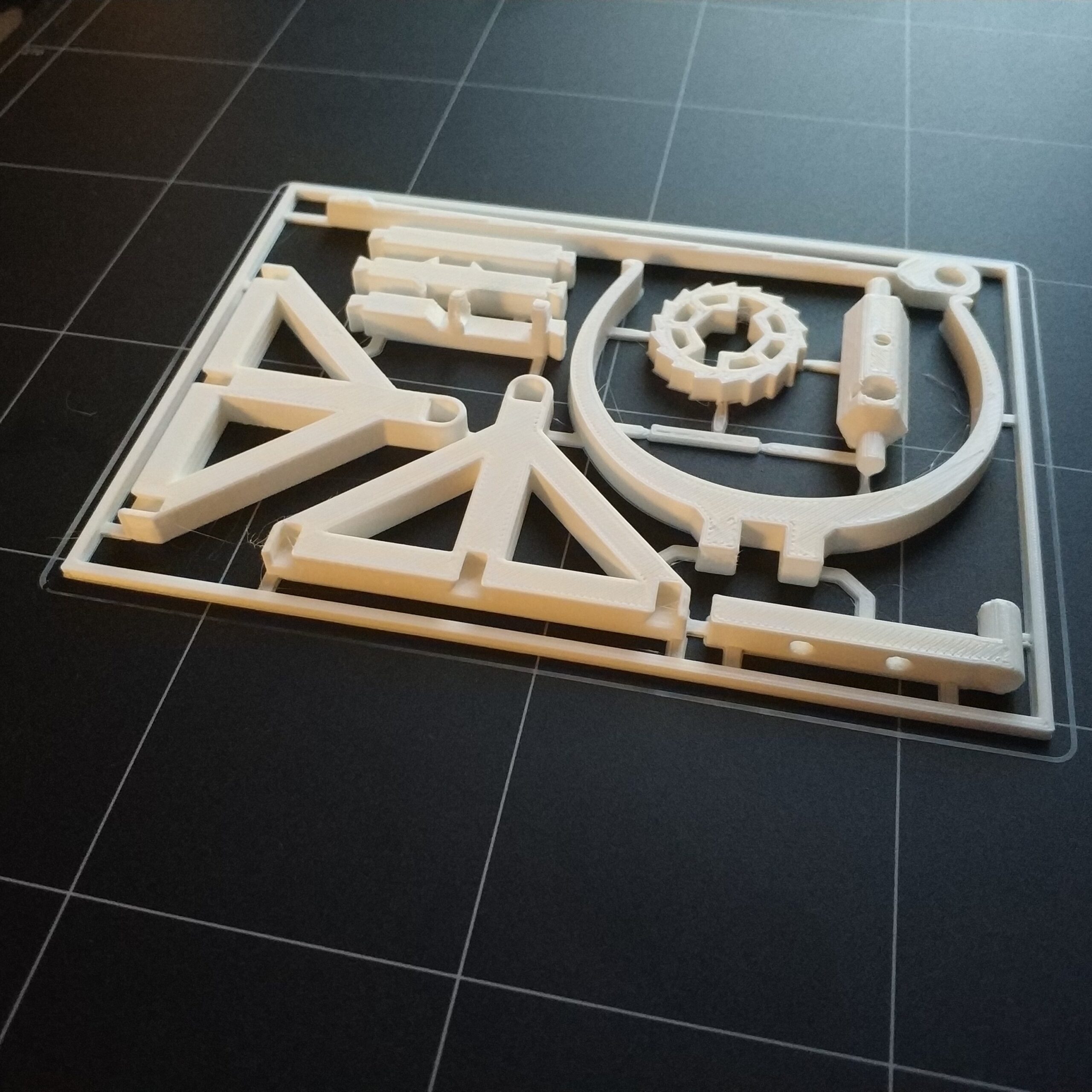
As the first 3D printed part, I wanted to print something flat that could be done quickly. Unfortunately it took 3 hours in the end.
The model is from the platform thingiverse.com where there are 3D printable models for everything. The model is from the user Bribro12.
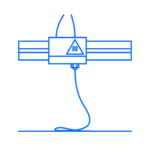
After the snapmaker had been converted, „Auto Leveling“ was carried out on the panel to digitally compensate for unevenness in the print bed. To prevent the model from becoming detached from the print bed during printing, a Z offset must be set manually so that the first printed layer adheres optimally to the print bed. To do this, we usually place a sheet of paper under the nozzle and lower the print head so that the paper can be pulled away between the print bed and nozzle with a little force.
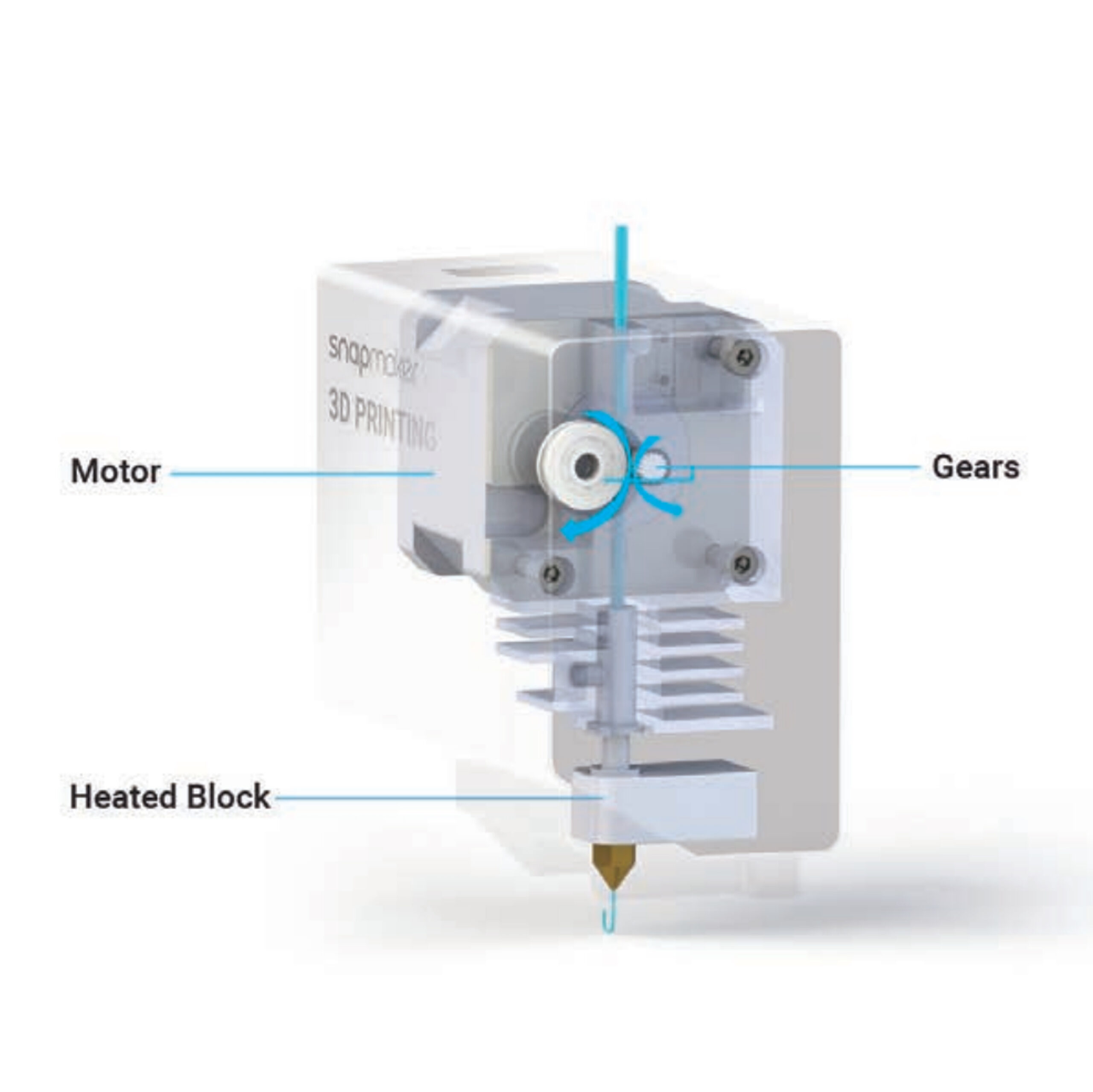
The filament can now be inserted into the printhead. To do this, the „hot end“ is heated to 200 ° C and the filament is fed in from above. Using the „load“ function in the panel, the filament is transported to the „hot end“ via gear wheels and melted.
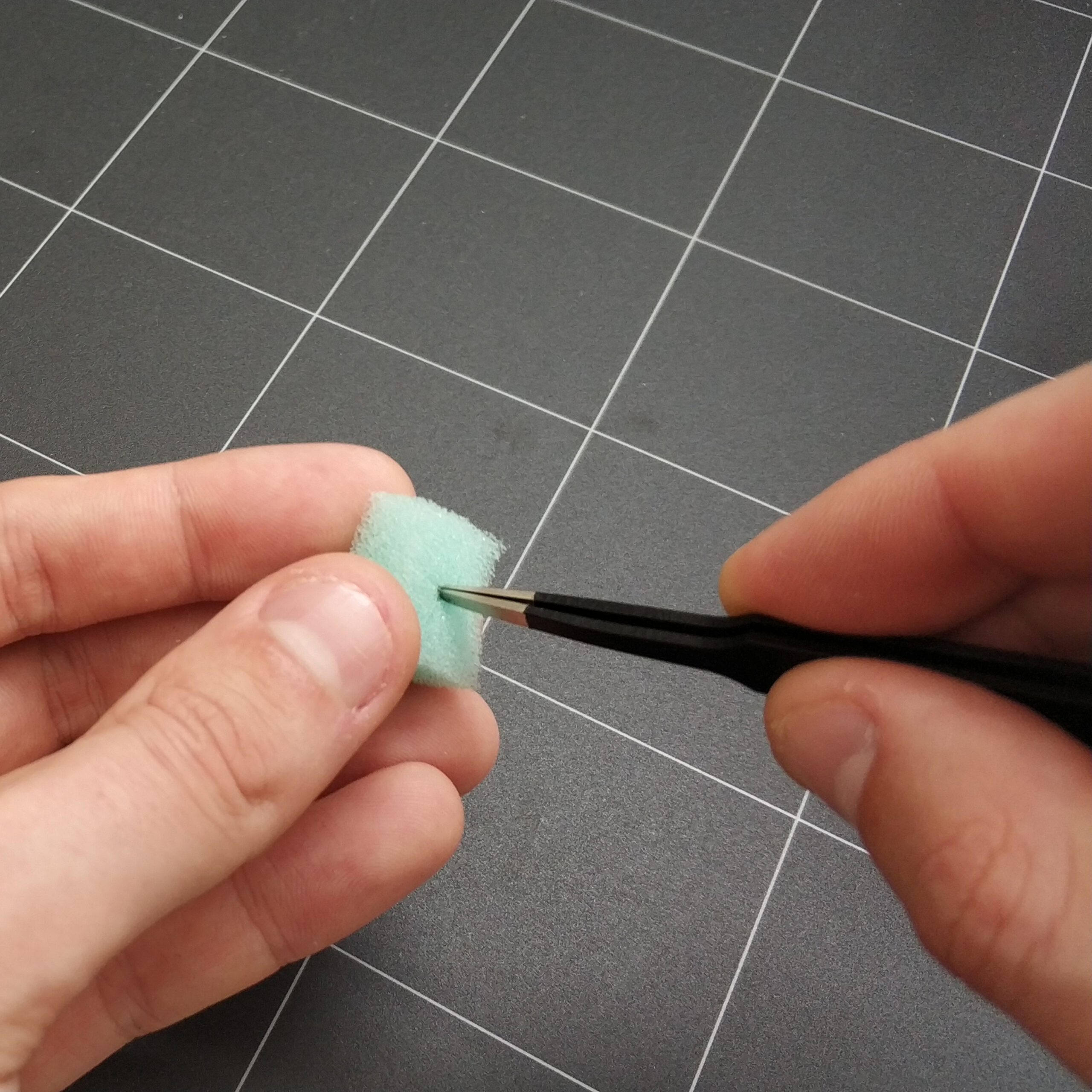
Before that, I cut a piece out of a sponge and pierced it. Then I put the filament through the sponge, which is supposed to keep dust and dirt from clogging the nozzle.
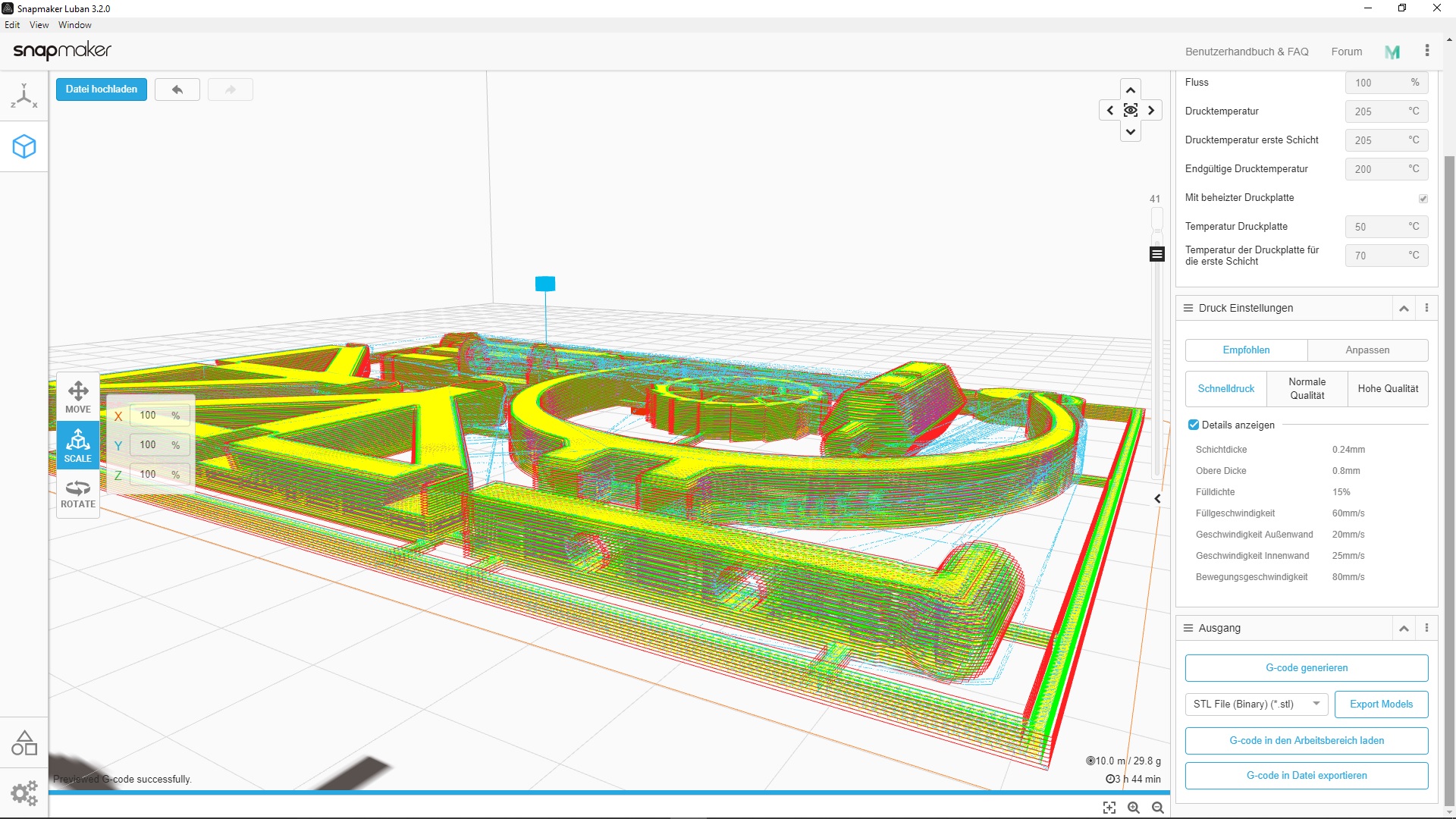
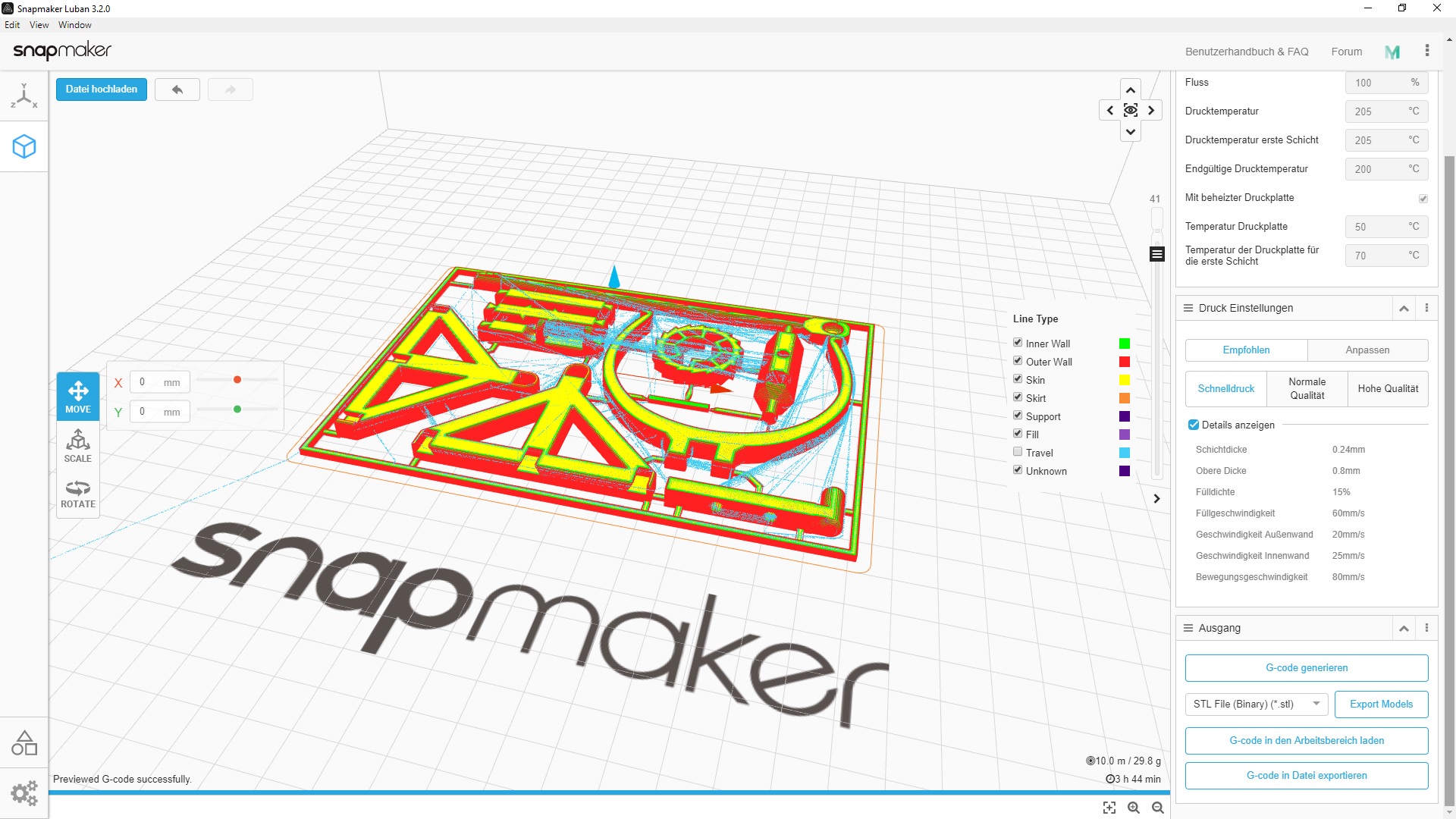
The G-code for the model was created in Luban with the „quick print“ option. The layer thickness is 0.24 mm. According to Luban, the print should take 3 hours and 44 minutes. As far as I know, it was only a little over 3 hours in real life. Approx. 30g of PLA filament were used for the print, which corresponds to approx. € 0.75 material value.
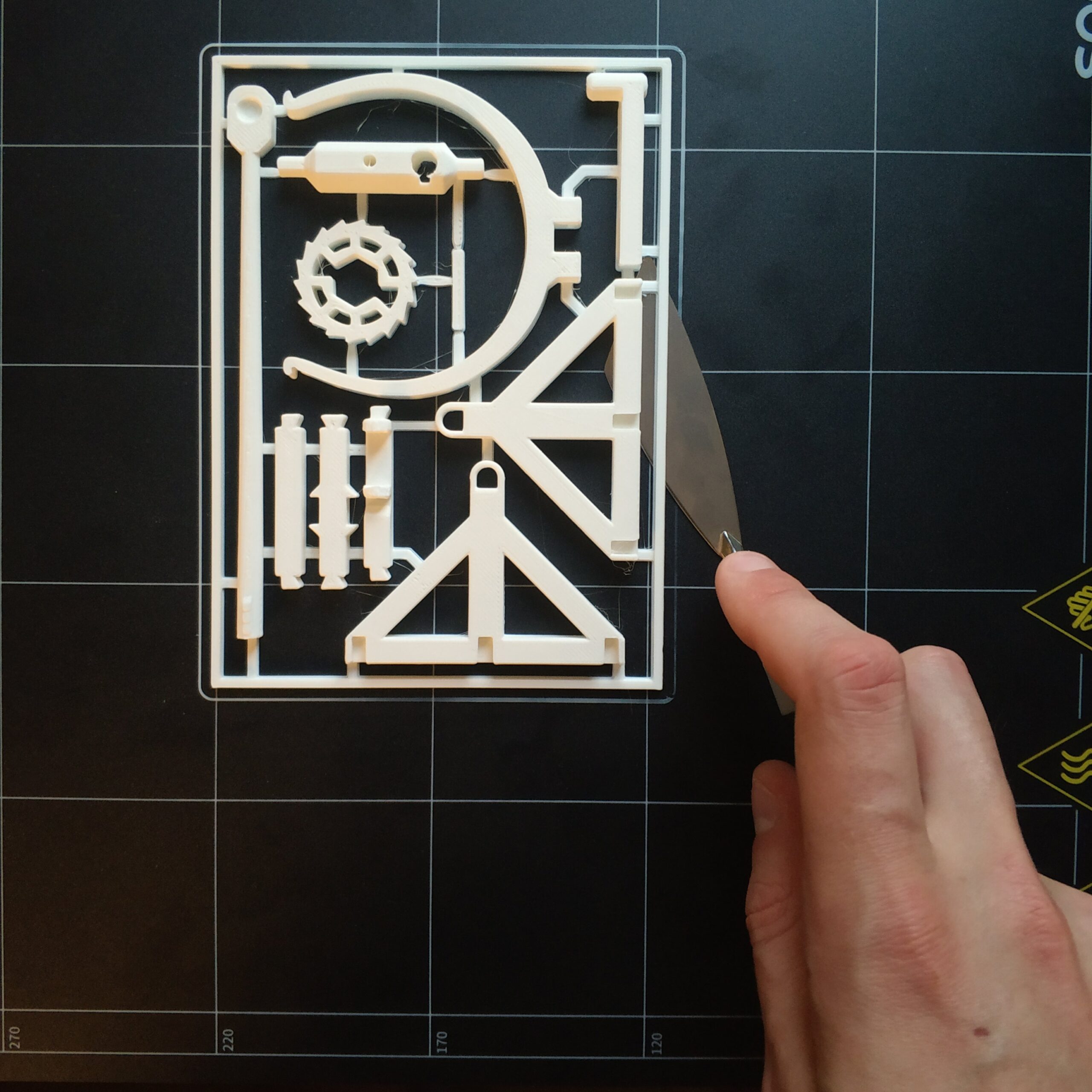
After printing, I tried to remove the print using the flexible printing plate, but without success. I assume that it works better with thicker and higher pressures, because these are stiffer and do not deform with the plate. So I gradually released the pressure with the supplied spatula. What could only be removed with a knife was the so-called „skirt“ which is pulled around the model before printing. It is used to remove the first impurities from degenerate filament and to optically limit the print area.
Degenerate plastic is created if it is heated for too long without being processed. The polymer structures of the plastic disintegrate, losing their properties and some of the molecules burn in this state.
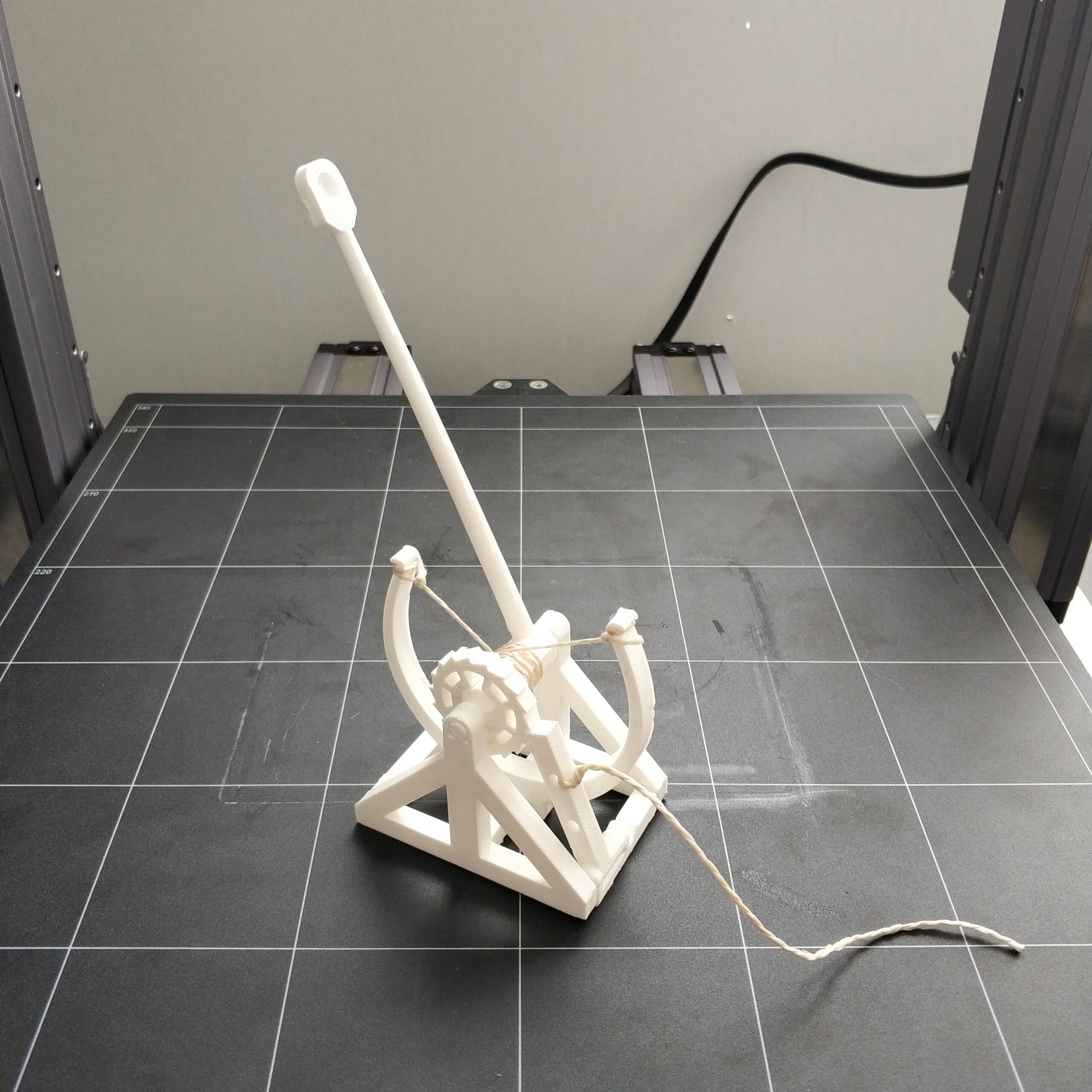
After removing the parts and putting them together, I bought some string at the hardware store to tension the catapult. That was about 30cm. The catapult was tested with cat treats. Unfortunately the treats flew in a high arc and landed on the cats‘ heads when they could have hunted for them.