To get used to the laser, I did a few tests.
Cutting
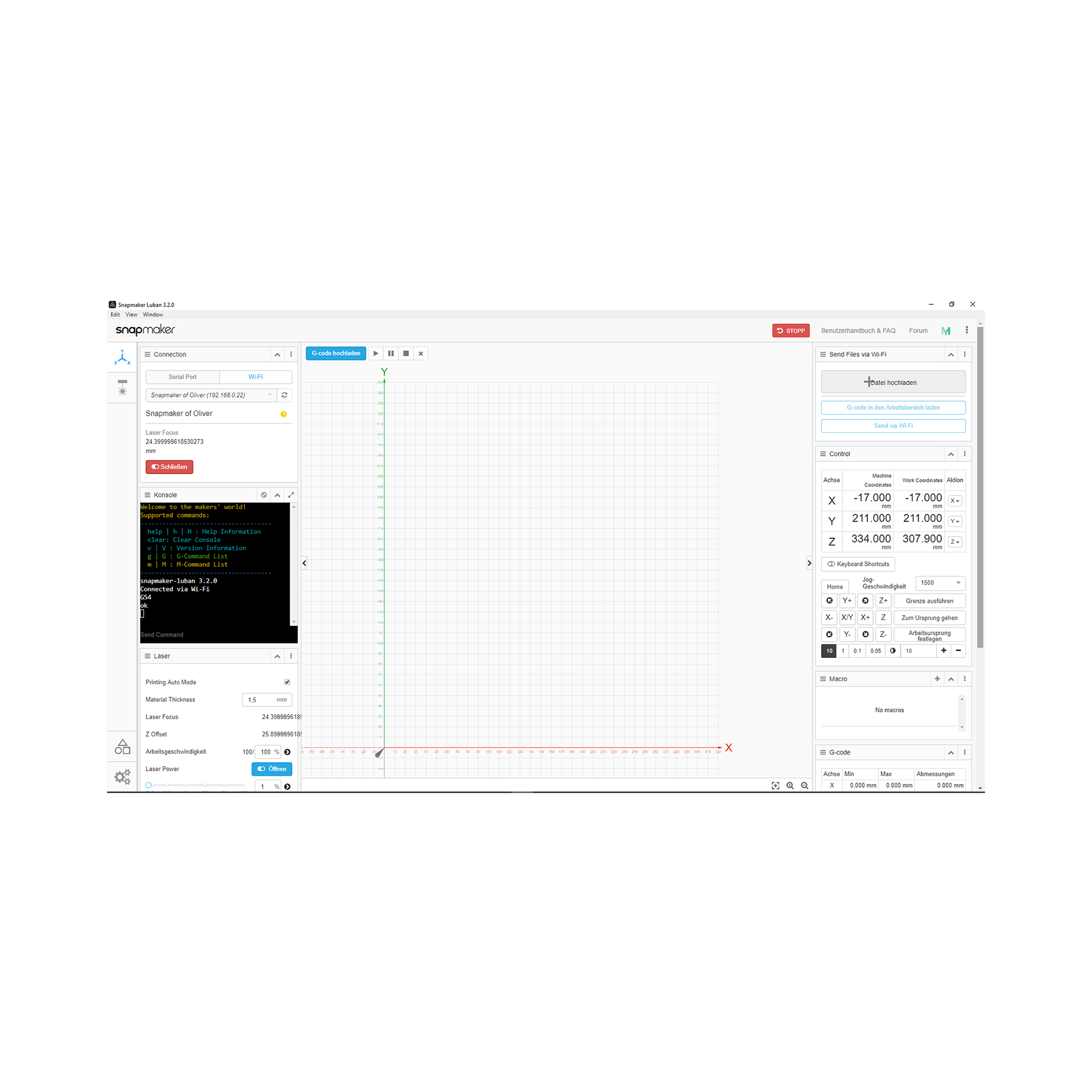
At first I assumed that Luban can only process images and that cuts can only be made by deep engraving. After researching the internet again, I found out that Luban accepts vector paths from SVG graphics. When it comes to lasering, you have three options, black and white, grayscale and carrier. With the option „Transmitter“ those vector paths from SVG files can be processed.
When cutting, you can set the cutting speed, the power and the number of passes with Z infeed. Since the laser only has 1600mW power, I always have the power at 100%.
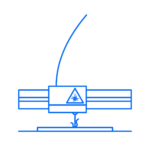
The attempt with the blind shape was very bad and burned the material badly. The reason for this is the much too slow cutting speed (140mm/min). Based on these findings, I significantly increased the cutting speed.
In the three attempts I tested the following cutting values.
first square: 400mm/min, 3x with -0.5mm in Z
second square: 600mm/min, 2x with -0.5mm in Z
Portrait oval: 500mm/min, 2x with -0.7mm in Z
It only worked on the first attempt to cut through the 1.7mm thick plywood (probably poplar). In order to save time, I wanted to try two and only do 2 passes and increase the cutting speed. But that didn’t work and so I reduced the cutting speed in attempt three and increased the Z infeed a little.
If I re-laser the same material I will use the values from the last attempt, but with 400mm/min.
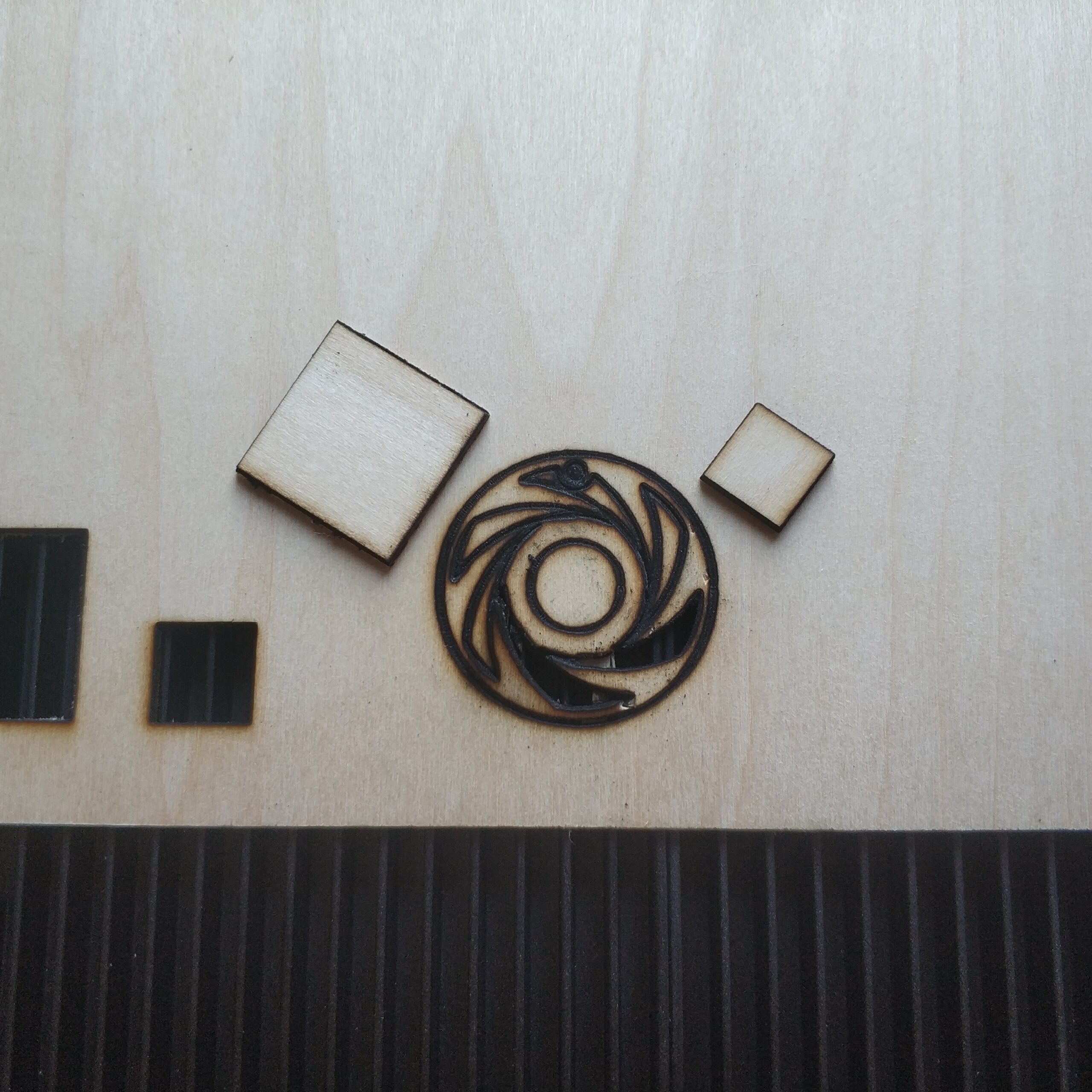
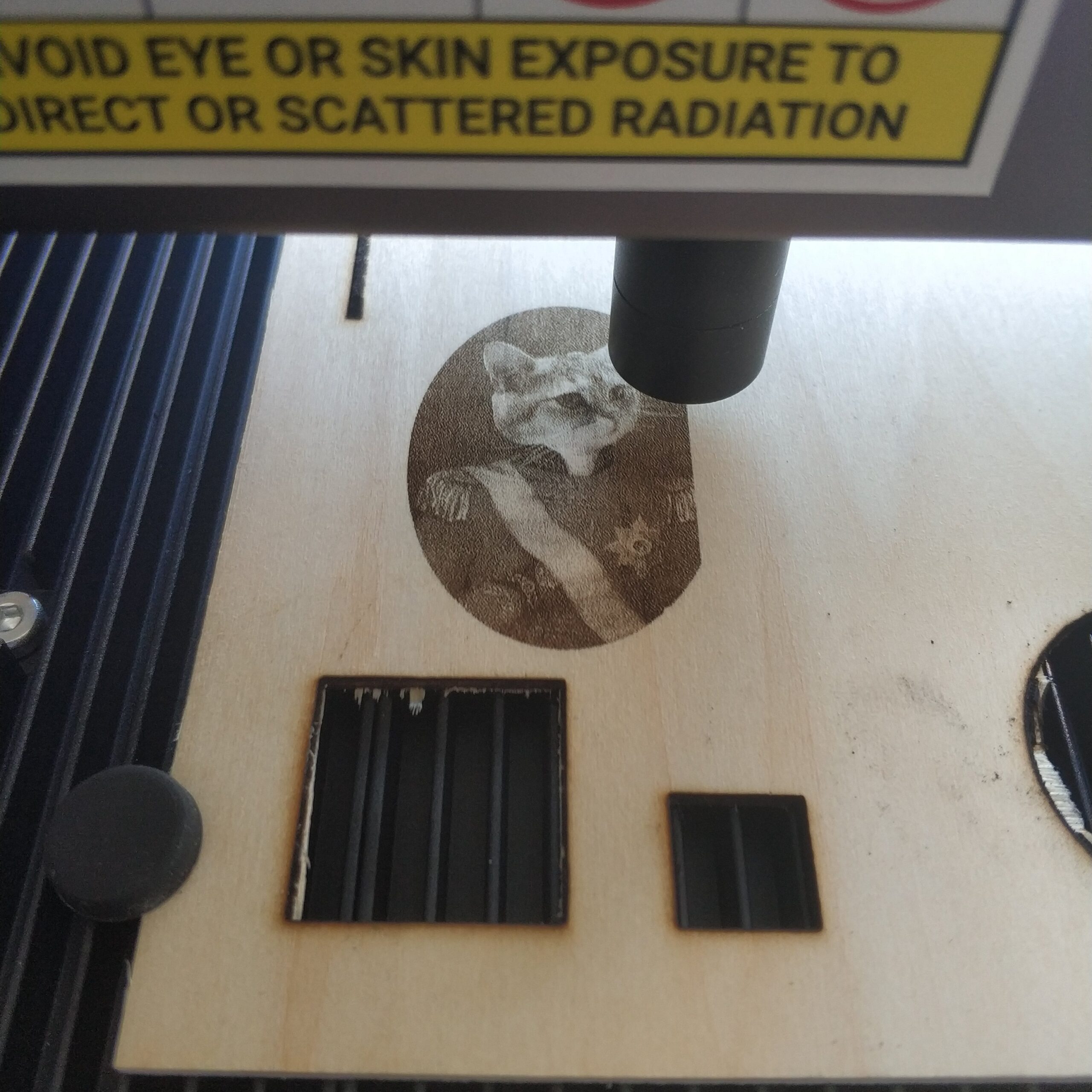
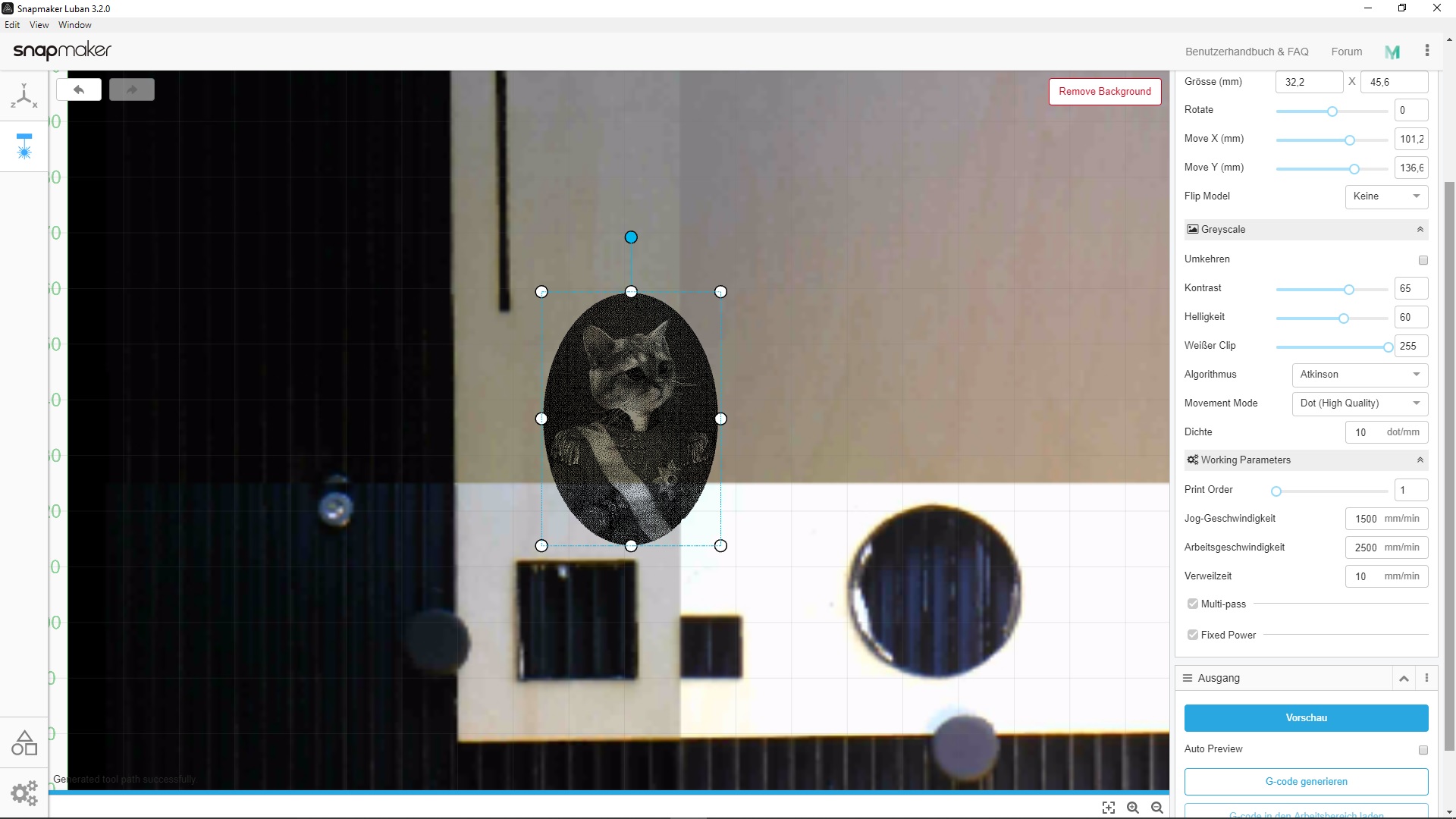
Engraving
For the engraving, I chose the grayscale option and increased both contrast and brightness, as the image is quite dark and also poor in contrast. Since the image to be lasered is quite small, I increased the point density to 10 points / mm. With larger images, the point density should be reduced, as this unnecessarily increases the processing time and such a high level of detail is not necessary. I chose „Atkinson“ as the algorithm for image processing. I reduced the engraving power to 25%. In the very first engraving attempts, I gradually increased the output from 2%, to 5% and then to 15%. However, at 15% the results were unsatisfactory. So I started right away at 25% power, which apparently was just right.
The time for engraving was about 45 minutes.